ダージャーハオ!(皆さま、こんにちは!)
製造部のホウちゃん(@gsc_ge)です。
本日皆さんにお届けしたい記事は。。。
「製造開発豆知識」六回目、「パーツの成型不良対策編」です!
「製造開発豆知識」以前の記事はこちら↓
【製造開発豆知識】 面相タンポ版の作り方!
【製造開発豆知識】ねんどろいどの塗装と塗装治具編!
【製造開発豆知識】金型を作ろう!!
ぜひチェックしてみてください!
ではでは、早速本日のテーマに入ります!
前々回の記事では、「バリ」という成型不良をご紹介致しました。
実は「バリ」以外にも、樹脂の成型では、たくさんの不良があります。
今回みなさんにご紹介するのは「変形」、「ウェルド」、「ヒケ」です!
◆変形

パーツを成型機から取り外す時、よく変形します。
それはなぜかというと。。
成型したばかりのパーツは熱々で、まだ柔らかいままです。
手で取り外す時、向きや力加減をうまくコントロールしないと、
成型品が変形しちゃいます。。
特に髪パーツ毛先の部分は外側に曲がりやすいです。
では、変形しやすいパーツに対して、どうすればいいでしょうか!?

工場の職人さんたちが変形防止の小道具を作りました!
成型機から取り出したパーツをすぐ小道具に嵌め、
さらに小道具を冷たい水に入れます。

▲冷却中の髪パーツ
こうすることで、前髪パーツは正しい形のまま冷えて固まります。
今回の髪変形問題はクリア!
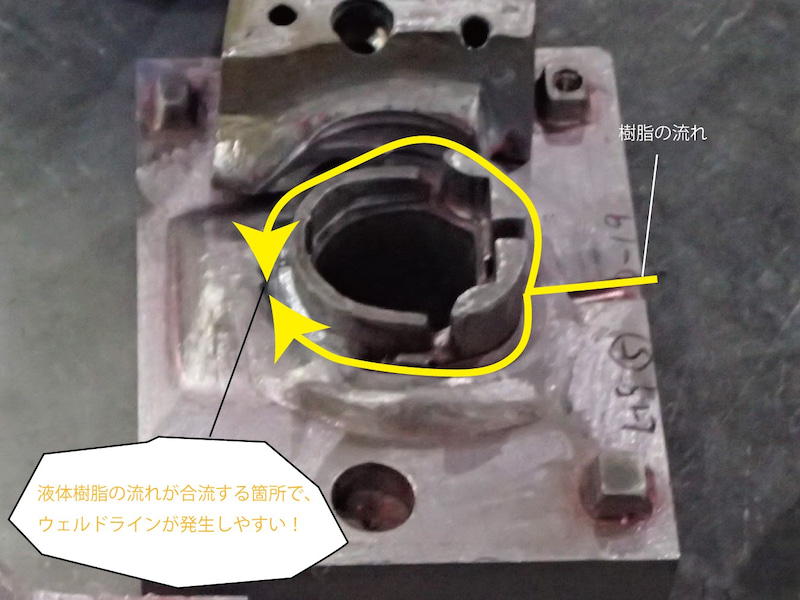
◆ウェルド
続きましては、ウェルドライン!

ウェルドラインというのは、細いシワが発生した症状です。
対策として、樹脂の金型に射出する速度を調整したり、
金型温度を上げること、樹脂を流す通路を広げるなど、色々あります。
しかし、成形条件により完全に防止することは難しいです。
なので、成型後にサンドペーパーや専用の溶剤を使って、
ウェルドラインを後処理するのも一つの手です!
◆ヒケ
樹脂は冷えて固まるときに収縮します。
ヒケは成形収縮によって生じる凹みのことです!

もう少し説明すると、
金型内の熱々の成型品は、金型壁面に近い表面から冷却(固化)されます。
つまり、中心部より成型品の外側が先に冷め、固くなります。
その後、中心部のドロドロの樹脂も徐々に冷め、体積収縮しちゃいます。
収縮力により、外側の樹脂が中心部に引っ張られます。
その時、成形品の表面に凹みが発生!!

▲樹脂射出速度、温度を調整できます。
ヒケの防止策と言えば、
樹脂にかかる温度を抑えることが有効です。
そのために、樹脂射出速度や温度の調整をします!

調整後の写真はこちらです。
形がきれいになりました!
成形条件が複雑ですので全ての不良を防ぐことは不可能ですが、
ねんどろいどのパーツをきれいに成型するために、
工場の職人さんたちは日々様々な工夫を重ねています!
ほうちゃんもこれから生産現場に立ち続け、
またじっくり職人さんたちのお話を聞きたいです!!
♫♪♫♪♬
以上、本日の「パーツの成型不良対策編」でした。
最後まで読んで頂き、ありがとうございました!
明日は、2017年新卒メンバーの自己紹介です!
お楽しみに!!!
❀本日の一枚❀

▲考えるヒト

ホウちゃん(@gsc_ge)
—–